Additive manufacturing (AM) is the ability to deposit materials layer-by-layer or point-by-point to fabricate complex components directly from computer-aided design models. Although AM technologies have demonstrated the ability to fabricate complex geometries capable of achieving improved performance characteristics, few AM components are currently being used in production environments, mainly due to the challenges and costs associated with the certification and qualification of components. The current state of the industry is to certify components by using expensive methods such as computed tomography or mechanical testing, but their cost is working against the business case for AM components. An alternative method is to take a data driven approach to fully understand how the series of interconnected material deposition/melting events results in specific spatial material properties and/or defects. This imposes to create first a digital twin of the additive part as we built it using in-situ measurements and then to use data analytics techniques to learn from such data. This concept is the foundation of the Data Analytics Framework for Manufacturing that the ORNL Manufacturing Demonstration Facility (MDF) is actively developing to address the certification and qualification problem.
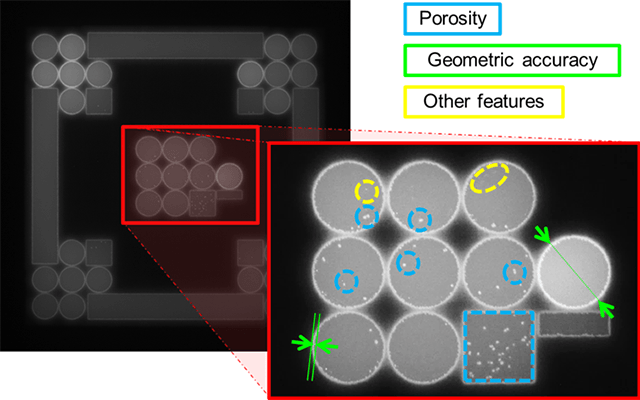
As part of this framework, the proposed data challenge focuses on the detection of specific defects in parts manufactured using an electron beam powder bed system, the ARCAM Q10 machine, (http://www.arcam.com/technology/products/arcam-q10/). To understand how the powder bed melting process works, please refer to this video: https://www.youtube.com/watch?v=M_qSnjKN7f8). For this challenge we are mainly interested to quantitatively assess the geometric accuracy of the part and the presence of failure points such as porosity, swelling, cracks, delamination, and lack of fusion. The importance of detecting defects in-situ is twofold: (1) detected early they can eventually be corrected on the fly with a feedback loop control mechanism, hence insuring a higher manufacturing success rate; and (2) these defects can be used as criteria to discard or to accept a part if the intended use of such is or not compromised. Either option will help circumvent the need for expensive testing. On the Q10 system, hundreds of heterogeneous sensing modalities are monitored to ensure the machine operation. Amongst them, for in-situ quality control, the ARCAM Q10 machine is equipped with a near-infrared sensitive camera capturing an emissivity map of the powder bed once a layer is completed. Each image (see Figure 1) shows variations in pixel intensities as a function of temperature, variations indicative of the presence of a feature of interest.
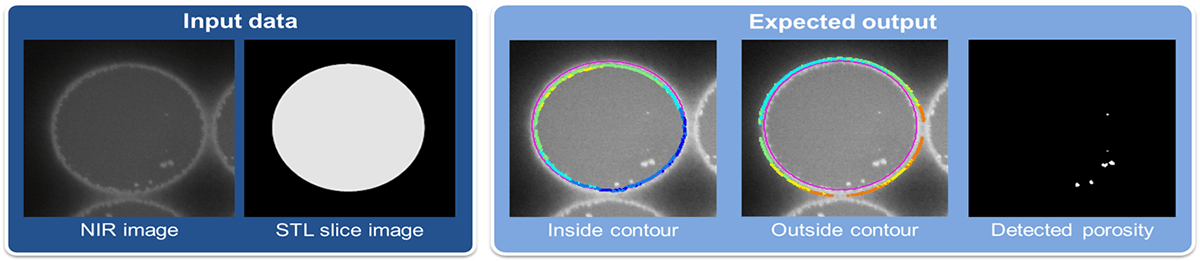
The dataset provided was created using the Dream3D open source platform. It includes an HDF5 file with the extension “.dream3d” and “.xmdf” files that can be used in Paraview to visualize the data. The dataset contains one data container per additive part, and each data container contains multiple attribute matrices, one for each modality of the digitized version of the build. For this challenge, we have only included two image modalities:
Challenge Questions: we are proposing five challenge questions, ranked by complexity:
There are non-constraints on the type of technique to use to process the data, anything ranging from image processing, statistical analysis, machine learning, etc. is welcome.
Download PDF
SMC2018-DataChallenge-05